五、連桿加工工藝
1、連桿功用及結構
連桿是連接活塞與曲軸的動力功能件。連桿小頭通過活塞銷與活塞相連,連桿大頭與曲軸的連桿軸頸相連。并把活塞承受的氣體壓力傳給曲軸,使活塞的往復運動轉變成曲軸的旋轉運動。
連桿工作時,承受活塞頂部氣體壓力和慣性力的作用,而這些力的大小和方向都是周期性變化的。因此,連桿受到的是壓縮、拉伸和彎曲等交變載荷。這就要求連桿強度高,剛度大,重量輕,連桿常用材料有QT700-2、40MnV、38MnSiV35。
連桿結構分為三部分:連桿小頭、連桿桿身、連桿大頭。
連桿組件的構成:連桿體、連桿蓋、螺栓與螺母、襯套。
連桿的結構類型通常按結合面結構形式分為兩類:
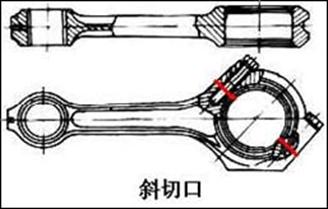
平切口:結合面與連桿桿身軸線垂直(見下圖),通常用于汽油發動機。
斜切口:結合面與連桿桿身軸線成一定夾角(見下圖),通常用于柴油發動機。
2、連桿工藝設計
連桿外形不規則而且較復雜,不易實現定位,大小頭是細長的桿身連接,容易變形;尺寸公差、形位公差,表面粗糙度等要求較高。連桿的加工工序遵循先面后孔,先基準后其它的原則。
連桿是一個剛性比較差的零件,因此定位夾緊應減少變形對加工精度的影響。連桿加工過程之中,大多數工序都是以大小頭端面、大頭孔或小頭孔,以及零件圖紙之中規定的工藝凸臺為精基準的。為保證大頭孔與端面垂直,加工大小頭孔時,應以一端面為定位基準。加工其中一孔的時候,通常以另外一個孔作為定位基準。
2.1主要工藝介紹
2.1.1 兩端面加工
連桿的兩端面是加工過程中主要的定位基準面,而且在許多工序中反復使用,所以應先加工它,并隨著工藝過程的進行要逐漸精化,以提高其定位精度,大批量生產中,連桿兩端面多采用磨削和拉削加工。
2.1.2 大小頭孔加工
連桿大、小頭孔的中心距影響發動機的壓縮比,因此其中心距要求較高,一般在±0.05mm以內,這也是連桿加工中的關鍵工序,為保證與其他孔或平面的位置精度,精加工通常采用鏜削加工,而且大、小頭孔的精鏜一般都在專用的雙軸鏜床同時進行,多采用雙面、雙軸金剛鏜床,有利于提高加工精度和生產率。
大、小頭孔加工工藝流程常為:鉆→擴→粗鏜→精鏜→珩磨
2.1.3 連桿加工的主要工藝流程
|
序號
|
工序內容
|
常用設備
|
|
1
|
銑兩端面
|
專機
|
|
2
|
鏜小頭孔
|
專機
|
|
3
|
銑小頭斜面
|
萬能設備或專機
|
|
4
|
鏜大頭上下半圓
|
專機
|
|
5
|
鉆油孔并倒角
|
萬能設備或專機
|
|
6
|
銑斷
|
萬能設備或專機
|
|
7
|
粗磨連桿、連桿蓋對口面
|
萬能設備或專機
|
|
8
|
鉆桿、蓋螺栓孔
|
萬能設備或專機
|
|
9
|
精磨連桿、連桿蓋對口面
|
萬能設備或專機
|
|
10
|
擴鉸桿蓋螺栓孔
|
萬能設備或專機
|
|
11
|
銑瓦槽
|
萬能設備或專機
|
|
12
|
桿蓋配對并裝配
|
|
|
13
|
自動擰緊
|
專機
|
|
14
|
精磨兩端面
|
專機
|
|
|
|
15
|
精鏜小頭底孔、半精鏜大頭孔
|
專機
|
|
16
|
壓襯套
|
專機
|
|
17
|
稱重
|
|
|
18
|
精鏜大頭孔、精鏜襯套孔
|
專機
|
|
19
|
珩磨大頭孔
|
專機
|
|
20
|
總成清洗
|
專機
|
|
21
|
終檢
|
|
|
3、連桿制造工藝的發展
在傳統制造工藝中,連桿體和蓋的制造依賴兩種方法:
1)連桿體和蓋整體鍛造→鋸切分離→接觸面機加工→裝配。
2)連桿體—蓋分別鍛造→接觸面機加工→裝配。
采用上述兩種工藝,不僅需對連桿體和蓋的聯接面進行銑削和磨削,并且在該聯接面上還要鉆鉸螺栓定位孔和攻螺紋孔,或者切制端面齒,鉆鉸定位銷孔和鉆螺栓孔等,以便將來能使連桿體 —蓋實現精確合裝。為此,需要較多的加工機床,經過十幾道工序,耗費大量的加工工時。
針對連桿傳統制造工藝中的缺點,為了降低制造費用和工時,提高配合精度,連桿斷裂剖分工藝被提出,在實施斷裂剖分之前,先粗鏜連桿大頭孔,然后在其預定斷裂處加工兩個對置的溝槽,為應力集中點。隨后,將連桿大頭孔套裝到一臺進行斷裂剖分的裝置的兩個半芯軸上,并將連桿進行定位和夾緊。然后利用沖擊力,將用來脹裂連桿的楔插入上述半芯軸中,此時在楔的沖擊下,連桿的大頭孔在溝槽處被斷裂剖分為連桿體和連桿蓋,這種新工藝,使分離后的連桿和連桿蓋能直接在斷裂面處自然精確合裝,無需加工配合面,達到了減少加工工序和減少加工機床的目的。此外,除連桿剖分面具有較高的配合精度外,還由于其剖分接觸面是凸凹不平的,大大提高了接觸面積,從而提高了連桿承載能力。
(中國工程機械動力部件網)(完)